
Per la produzione di sedi di valvole a cursore per cambi di autovetture, una grande industria automobilistica tedesca ha ordinato a GROB Werke a Mindelheim una linea di produzione costituita da quattro centri di lavorazione comprese le relative attrezzature.
Con il bloccaggio classico per mezzo di componenti standard i pezzi si sarebbero deformati, e non sarebbe stata possibile una lavorazione sufficientemente precisa all’interno di tolleranze ristrette. La soluzione è stata fornita da elementi di bloccaggio a posizione variabile, adattati esattamente all'applicazione.
“Il bloccaggio dei pezzi classico su tre appoggi fissi con un ulteriore supporto disposto verticalmente rispetto alla superficie da lavorare non funziona perché la stabilità dei componenti è troppo ridotta”, afferma il Responsabile dei clienti direzionali Dietmar Wahl specialista della tecnica di bloccaggio ROEMHELD presso la sede di Laubach, riassumendo la situazione di partenza.
I pezzi si deformerebbero eccessivamente a causa della forza di accostamento dell’irrigiditore che agisce verticalmente. La soluzione alternativa era il bloccaggio laterale aggiuntivo delle aree instabili del pezzo con elementi di bloccaggio flessibili. Grazie agli elementi di bloccaggio a posizione variabile del catalogo è stato possibile ottenere uno spostamento molto ridotto del pezzo durante il bloccaggio, ma non ancora la capacità di processo richiesta. “Pertanto abbiamo dovuto sviluppare una soluzione speciale specifica per l’utente.”

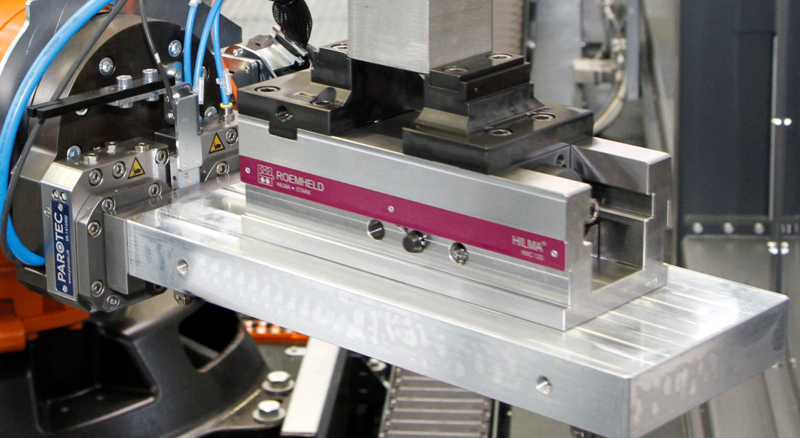
Nell'ambito di un processo di produzione automatizzato, le fusioni di alluminio costituite dalla sede della valvola a cursore e dal relativo coperchio vengono lavorate in quattro stazioni utilizzando diversi centri di lavoro. L'alloggiamento, attraversato da numerosi canali per la circolazione dell'olio, è lungo 400 mm e spesso 21 mm; le dimensioni del coperchio sono di 350 mm e 24 mm. L’uno dopo l’altro nelle prime tre stazioni vengono sgrossati i lati dei componenti e praticati i fori.
L’ultima fase di lavoro nella quarta stazione è la lavorazione più fine delle superfici su un modello speciale ad un mandrino del centro di lavoro GROB G320 con quattro assi e una slitta particolarmente massiccia. La macchina con un mandrino da 20 kW e corse di lavoro in X/Y/Z da 615 / 655 / 630 mm è progettata per la lavorazione in contemporanea di due pezzi. In tutto ogni anno devono essere prodotti circa 480 000 di questi impegnativi componenti.
Il ponte viene caricato e scaricato in modo automatizzato in una posizione orizzontale. Per la lavorazione ruota di 90 gradi in verticale. Quindi le superfici della sede del cursore e del coperchio vengono ridotte di 0,2 mm in due fasi di lavoro, prima di 0,17 mm e poi di 0,03 mm durante la finitura. Viene impiegato un utensile speciale con diametro di 440 mm, che esegue entrambe le fasi di lavorazione in circa un minuto. Una sonda di misura integrata controlla la precisione della lavorazione sui punti di riferimento predefiniti della superficie del pezzo.
“La tolleranza di planarità sull’intera lunghezza del pezzo corrisponde a 0,05 mm, l’indicazione per la rettilineità su 100 mm di lunghezza corrisponde a 0,03 mm, così Sebastian Dichmann, Progettista di attrezzature presso GROB a Mindelheim, descrive le specifiche relative alla precisione del pezzo. Queste tolleranze ristrette rappresentano una sfida impegnativa. Come base per l'attrezzatura è stato utilizzato un concetto di bloccaggio già esistente da un progetto precedente che l’ingegnere meccanico di 28 anni ha adattato ai nuovi componenti e ha modificato da lavorazione con lubrificazione a lavorazione a secco.



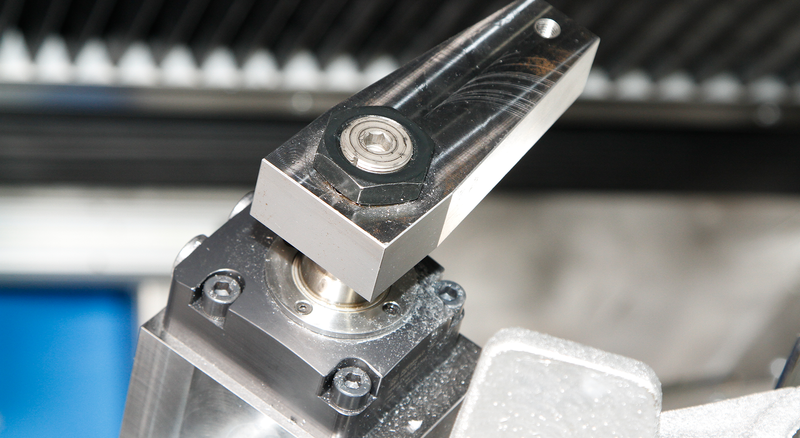
Dopo solo due settimane di progettazione Dichmann a inizio 2014 aveva messo a punto il nuovo sistema. I pezzi dovevano essere bloccati rispettivamente su tre punti di bloccaggio predefiniti dal cliente. Come elementi di bloccaggio sono state utilizzate staffe rotanti con testa a forcella sull’estremità dello stelo pistone. Dopo la rotazione della staffetta, il pezzo viene bloccato con una forza di bloccaggio definita di 2,25 kN per punto di bloccaggio.
Per il bloccaggio affidabile e senza deformazioni vengono inseriti sei elementi di bloccaggio a posizione variabile, due sul corpo del cursore, quattro sul coperchio. Questi elementi sono piccole morse di bloccaggio con due slitte mobili azionate per mezzo di un collegamento idraulico comune. Il pezzo viene bloccato a guisa di pinza flottante indipendentemente dalla sua posizione all'interno del campo di bloccaggio.
“Gli elementi di bloccaggio a posizione variabile vengono impiegati soprattutto per sostenere e bloccare sezioni di pezzo instabili senza forze laterali e quindi senza deformazioni. Infatti si adattano alla posizione del punto di bloccaggio senza causare deformazioni. Allo stesso tempo, hanno un effetto di smorzamento delle vibrazioni e assorbono le forze di lavorazione provenienti da tutte le direzioni", Benjamin Nagel, che lavora nella gestione dei prodotti di ROEMHELD, descrive l'obiettivo del dispositivo di bloccaggio.
“Anche nel modello originario, per la nuova attrezzatura sono stati utilizzati elementi di bloccaggio a posizione variabile, con i quali deve essere già possibile una lavorazione precisa”, afferma Dichmann. Alla messa in funzione dell'attrezzatura adattata è emerso tuttavia che le ristrette tolleranze richieste non potevano essere sempre rispettate in modo affidabile, riferisce il progettista: “I componenti si spostavano sui punti di bloccaggio dell’elemento di bloccaggio a posizione variabile, verticalmente fino a 0,03 mm, verso l’alto. Non è stato così possibile rispettare la capacità di processo richiesta dal cliente.”
Gli esperti della tecnica di bloccaggio di ROEMHELD sono andati alla ricerca di una soluzione in stretta collaborazione con Sebastian Dichmann, e l’hanno trovata rapidamente, come affermato dal progettista: “Un aiuto doveva essere costituito da un elemento di bloccaggio a posizione variabile con slitta di scorrimento adattata in modo specifico.” In tutta fretta il dispositivo di bloccaggio è stato realizzato a Laubach, perché il collaudo del centro di lavorazione era imminente.
Per gli esperti dei dispositivi di bloccaggio la sfida è stata quella di rendere sufficientemente scorrevole e sensibile il carrello ottimizzato nonostante il gioco ridotto. Altrimenti entrambe le ganasce di bloccaggio date le circostanze si sarebbero potute spostare in modo non uniforme, il che avrebbe potuto portare a una differenza della corsa con una forza di spostamento su di un lato e a una deformazione durante il bloccaggio.
“Noi siamo riusciti ad evitare questo pericolo”, spiega Nagel. Per tenere conto di tutte le eventualità, i tecnici ROEMHELD hanno controllato anche le ganasce di bloccaggio del cliente e hanno valutato che non vi era alcuna necessità d’intervento. Oggi è sicuro che gli elementi di bloccaggio soddisfano praticamente tutte le esigenze, “non vi sono problemi neppure a causa della possibile infiltrazione di trucioli in seguito alla lavorazione a secco”, afferma il Product Manager Nagel.




Le preoccupazioni dei tecnici hanno portato al successo desiderato: con il nuovo elemento di bloccaggio a posizione variabile per GROB, la deformazione dei pezzi bloccati si è ridotta di due terzi a soli 0,01 mm, valore significativamente al di sotto della soglia di tolleranza richiesta.
Dopo il riuscito collaudo da parte del cliente, l’installazione della linea di produzione a fine 2014 è avvenuta senza ulteriori impedimenti.
Dichmann dimostra apprezzamento soprattutto per la collaborazione con il fornitore: “Avevamo tempi molto ristretti e perciò sono stato particolarmente contento del fatto che la collaborazione sia stata così facile e rapida.
I nuovi elementi di bloccaggio a posizione variabile sono stati prodotti e forniti molto rapidamente da ROEMHELD. Anche la comunicazione è stata eccezionale e alla fine siamo rimasti molto soddisfatti, proprio come il nostro cliente.” Il produttore tedesco di automobili di prestigio, dall’inizio della produzione ha ordinato ancora due ulteriori linee di produzione per corpo del cursore e coperchio.
Animazione 3D “Elementi di bloccaggio a posizione variabile”
Siamo a vostra completa disposizione.
Avete domande, richieste od ordinazioni? Non esitate a contattarci.
Altre segnalazioni attuali






Approfittiare dei vantaggi gratuiti della nostra area di login:
- Download di dati CAD
- Download istruzioni per l’uso
Bentornata / Bentornato! Si registri nel suo conto utente.