
Quando un produttore nel settore della tecnica per il bloccaggio dei pezzi acquista vari centri di lavorazione a 5 assi, naturalmente dovranno essere dotati di elementi di bloccaggio ed essere un riferimento per la fattibilità tecnica per la messa a punto efficace. All’acquisto di tre nuove macchine universali Grob delle serie G350 e G550 da parte di Römheld GmbH è stato necessario apportare una serie di modifiche – una spesa che ha portato vantaggi a entrambe le aziende.
Hans-Walter Parr, Responsabile della progettazione preliminare presso la Römheld GmbH di Laubach, ha proposto alla sua direzione di acquistare una Grob G350 con una tavola di cambio modulare e sistemi di bloccaggio a punto zero, dopo avere confrontato una dozzina di centri di lavorazione a 5 assi e un mandrino. L’azienda voleva sostituire una Stama 530 e una CSK 300 che dalla metà degli anni 90 avevano appena 100’000 ore di funzionamento. L’ingegnere meccanico responsabile aveva idee molto concrete sulla macchina desiderata: doveva avere una struttura modulare e una costruzione compatta ed essere in grado di produrre in modo efficiente. Per i componenti presenti nella produzione presso ROEMHELD, spesso vari e complessi, doveva inoltre essere dotata in modo rapido e semplice di sistemi di bloccaggio a punto zero con differenti attrezzature per i pezzi. A tale scopo l'azienda voleva utilizzare i prodotti già presenti nel proprio stabilimento, di Stark Spannsysteme GmbH, una società affiliata del Gruppo ROEMHELD.
La G350 del produttore di macchine utensili Grob si è presentata a ROEMHELD come la prima scelta, ma il reparto progettazione inizialmente ha respinto la proposta come tecnicamente troppo lontana dallo standard. Il bloccaggio sulle piastre con cava a T, per i molti pezzi differenti con grandezze di lotto tra cinque e dieci pezzi in un’unica operazione di bloccaggio secondo Parr era troppo poco conveniente e non abbastanza flessibile. Il primo a convincerlo è stato Christian Ried del reparto vendite macchine universali e responsabile di progetto presso Grob: “Con grande ostinazione e molta meticolosità Parr ci ha illustrato i vantaggi dei sistemi di bloccaggio a punto zero desiderati per la produzione e ci ha spiegato che sono realizzabili sulle nostre macchine.”
Non che Grob avesse avuto in passato esperienze negative con la tecnica di bloccaggio del Gruppo ROEMHELD, al contrario: su molti centri di lavorazione da decenni gli elementi di bloccaggio dei marchi HILMA e ROEMHELD danno prova di ottimo funzionamento e anche nello stabilimento di Mindelheim vengono impiegati con successo. Parr ha avuto l’idea straordinaria di combinare due sistemi di bloccaggio a punto zero in una tavola della macchina.
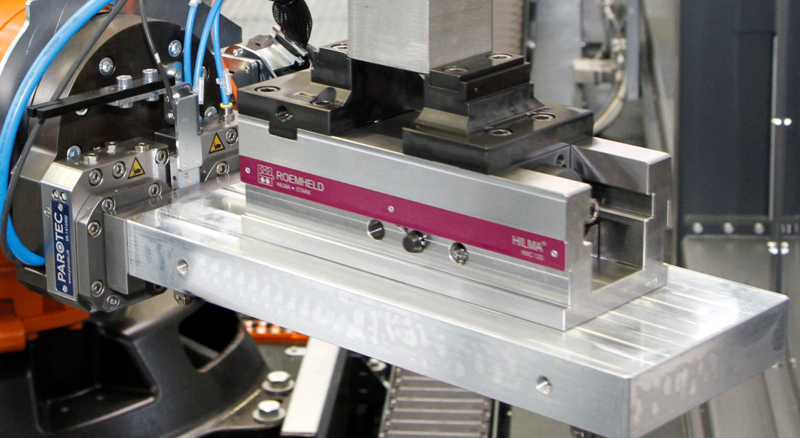
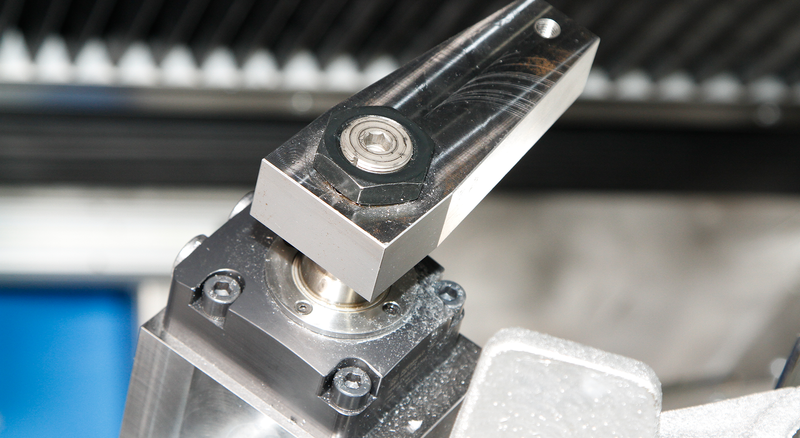
Una volta convinti, gli interessati si sono impegnati e hanno realizzato l’obiettivo con la soddisfazione di tutti. Alla fine la G350 è stata equipaggiata con una tavola di cambio progettata in proprio nella quale sono integrati cinque elementi di bloccaggio a punto zero ROEMHELD: al centro uno Speedy Classic 2, e attorno sono raggruppati quattro Speedy Classic 1. “Le quattro unità di serraggio esterne sono destinate al bloccaggio di pallet con diametri di 550 mm, e con quella centrale possono inoltre essere bloccati pezzi singoli”, spiega Parr. Tre unità di serraggio esterne sono flottanti, la quarta assieme al sistema di bloccaggio centrale centra le attrezzature applicate. L’alimentazione avviene tramite pressione generata dalla centralina idraulica ROEMHELD con tecnica proporzionale, in modo che gli elementi di bloccaggio possano essere gestiti centralmente.
La collaborazione e l’integrazione della tecnica di bloccaggio di ROEMHELD hanno funzionato senza intoppi. Ried afferma che “Varie ore di lavoro” sono servite solamente alla modifica della tavola rotante e del comando macchina richiesti da funzioni supplementari per il comando degli elementi e delle attrezzature.



Grazie alla speciale costruzione sulla G350 modificata con brevi fermi macchina possono essere montate le attrezzature più disparate con vari sistemi di bloccaggio del pezzo, e la messa a punto può avvenire parallelamente. I passaggi fluidi e i sistemi di accoppiamento rapido per aria compressa, acqua e olio idraulico sono già integrati nei sistemi di bloccaggio a punto zero utilizzati. Non ci sono tubazioni libere e quindi il rischio di contaminazione viene ridotto al minimo.
Per una rapida elaborazione di parti complesse la G350 ordinata da ROEMHELD può avvalersi di 139 utensili in un caricatore utensili a disco e di 99 in un ulteriore caricatore. Il distributore rotante è adatto ai differenti sistemi di bloccaggio che possono quindi essere impiegati con facilità come elementi di bloccaggio idraulici a doppio effetto. Inoltre il centro di lavorazione dispone di un’alimentazione di refrigerante interna ad 80 bar tramite mandrino principale e di un dispositivo di pulitura per utensili, attraverso il quale i trucioli possono essere rapidamente eliminati. Le pressioni idrauliche possono essere regolate tramite controllo NC della macchina, con il quale, grazie all’impiego di valvole proporzionali possono essere sbloccate e chiuse anche le morse da macchina montate sul sistema di bloccaggio a punto zero. Per poter controllare la precisione della lavorazione già sulla macchina, la G350 è anche equipaggiata su richiesta speciale di ROEMHELD con un tastatore di misura radio.
L’ulteriore possibilità di diagnosi a distanza semplifica l’eliminazione rapida di eventuali errori.
“Siamo riusciti a soddisfare le numerose richieste speciali perché abbiamo un elevato livello d’integrazione verticale, trovando soluzioni in stabilimento e realizzandole”, afferma con sicurezza il responsabile di progetto Ried. Da agosto 2011 la G350 è in funzione presso ROEMHELD senza problemi su due turni ed è un grande successo assicura Hans-Walter Parr: “All’inizio non eravamo consapevoli del rendimento della macchina Grob. Nel frattempo siamo passati a produrre anche pezzi flangiati impegnativi e complessi con fino a quaranta utensili.” La precisione è molto elevata, conferma il meccanico esperto, lo dimostrano le misurazioni eseguite sulla macchina e anche la garanzia di qualità.
Parr è entusiasta delle svariate di possibilità d’impiego e del risparmio di tempo. In precedenza sulle macchine a 3 assi la lavorazione di un coperchio durava 24 minuti, oggi è già pronto in 14 minuti. Ancora più significativo è il risparmio per la messa a punto: “Invece di 70 minuti ci occorrono oggi solo 30 minuti, quindi meno della metà.“
Essendo convinta della macchina e della collaborazione, da Grob oltre al centro di lavorazione universale su 5 assi fornito ROEMHELD ha già ordinato un’ulteriore G350, e una G550, il modello più grande. Tutto naturalmente con i sistemi di bloccaggio a punto zero ROEMHELD integrati nella tavola rotante, per la G550 saranno addirittura nove anziché cinque elementi.
Con le nuove macchine consegnate nell’estate 2012, il numero di centri di lavorazione a Laubach passa a 15.
La spesa aggiuntiva per l’equipaggiamento speciale è valsa la pena anche per Grob, sottolinea Christian Ried: “A un cliente che cerca un sistema di bloccaggio a punto zero per la sua G350 o G550, adesso possiamo consigliare gli elementi Stark forniti a ROEMHELD.” Poiché adesso i relativi progetti sono disponibili, questa variante di allestimento può essere fornita molto velocemente.
Siamo a vostra completa disposizione.
Avete domande sul vostro conto cliente, richieste od ordinazioni? Non esitate a contattarci.
Altre segnalazioni attuali






Approfittiare dei vantaggi gratuiti della nostra area di login:
- Download di dati CAD
- Download istruzioni per l’uso
Bentornata / Bentornato! Si registri nel suo conto utente.